Міне, үш негізгі бит негізінде битті қалай таңдау керек: материал, жабын және геометриялық мүмкіндіктер.
01, бұрғы материалын қалай таңдауға болады
Материалдарды үш түрге бөлуге болады: жоғары жылдамдықты болат, кобальтты жоғары жылдамдықты болат және қатты карбид.
Жоғары жылдамдықты болат (HSS):
Жоғары жылдамдықты болат 1910 жылдан бері бір ғасырдан астам уақыт бойы кескіш құрал ретінде қолданылып келеді. Бұл қазіргі кездегі ең кең таралған және ең арзан кескіш құрал материалы.Жоғары жылдамдықты болат қашауларды қолмен бұрғылауда да, бұрғылау пресстері сияқты тұрақты ортада да қолдануға болады.Жоғары жылдамдықты болаттың төзімділігінің тағы бір себебі оның бірнеше рет қайрауға болатын құралдары тек бұрғылау қашаулары ретінде ғана емес, сонымен қатар токарлық құрал ретінде де қолдануға жеткілікті арзан болуы мүмкін.
Кобальтты жоғары жылдамдықты болат (HSSE):
Құрамында кобальт бар жоғары жылдамдықты болат жоғары жылдамдықты болатқа қарағанда жақсы қаттылық пен қызыл қаттылыққа ие.Қаттылықтың жоғарылауы тозуға төзімділікті арттырады, бірақ сонымен бірге кейбір қаттылық құрбан болады.Жоғары жылдамдықты болат сияқты, оларды пайдалануды жақсарту үшін жылтыратуға болады.

КАРБИД:
Цементтелген карбид - металл негізінің композициялық материалы.Олардың ішінде вольфрам карбиді матрица ретінде пайдаланылады, ал басқа материалдардың кейбір материалдары агломерация үшін ыстық изостатикалық престеу сияқты бірқатар күрделі процестер арқылы желім ретінде пайдаланылады.Жоғары жылдамдықты болатпен салыстырғанда қаттылық, қызыл қаттылық, тозуға төзімділік және басқа аспектілерде үлкен жақсартулар бар, бірақ карбид құралының құны да жоғары жылдамдықты болаттан қымбатырақ.Құралдың қызмет ету мерзімінде және өңдеу жылдамдығында цементтелген карбид бұрынғы құрал материалдарына қарағанда артықшылықтарға ие, қайталанатын тегістеу құралында кәсіби тегістеу құралдарының қажеттілігі.
02, биттік жабынды қалай таңдауға болады
Қолдану ауқымына қарай жабынды шамамен келесі 5 түрге бөлуге болады.
Қапталмаған: Қапталмаған кескіш құралдар ең арзан, әдетте алюминий қорытпасын, төмен көміртекті болатты және басқа жұмсақ материалдарды өңдеу үшін қолданылады.
Қара оксидті жабын: тотығу жабыны қапталмаған құралдың майлануын жақсы қамтамасыз ете алады, тотығуға төзімділігі мен ыстыққа төзімділігі жақсы және қызмет ету мерзімін 50% -дан астам жақсарта алады.
Титан нитриді жабыны: Титан нитриді ең көп таралған жабын материалы болып табылады, жоғары қаттылық пен жоғары өңдеу температурасы материалдарын өңдеуге жарамайды.
Титан көміртегі нитриді жабыны: Титан көміртегі нитриді титан нитридінен жасалған, жоғары температураға және тозуға төзімділікке ие, әдетте күлгін немесе көк.Хаас шеберханасында шойын дайындамаларын жасау үшін қолданылады.
Алюминий нитриді титан жабыны: жоғарыда айтылғандардың барлығына қарағанда алюминий нитриді титанды жабу жоғары температураға төзімді, сондықтан жоғары кесу жағдайында қолдануға болады.Суперқорытпаларды өңдеу сияқты.Ол сондай-ақ болат пен тот баспайтын болатты өңдеуге жарамды, бірақ оның құрамында алюминий элементтері болғандықтан, алюминийді өңдеу кезінде химиялық реакциялар жүреді, сондықтан алюминийі бар материалдарды өңдеуден аулақ болу керек.
Жалпы алғанда, титан карбонитриді немесе титан нитриді жабыны бар кобальтты тірек бұрғы неғұрлым үнемді шешім болып табылады.

03. Бұрғы қашауының геометриялық сипаттамасы
Геометриялық белгілерді келесі үш бөлікке бөлуге болады:
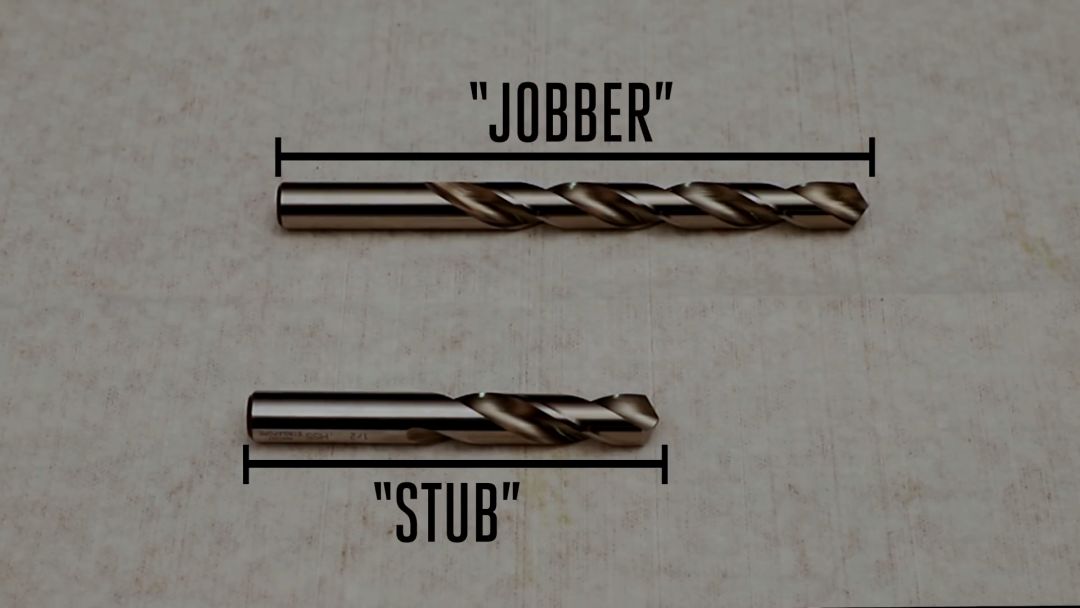
Ұзындығы
Ұзындықтың диаметрге қатынасы диаметрдің екі еселенуі деп аталады, ал диаметрі неғұрлым аз болса, соғұрлым қаттылық жақсы болады.Жоңқаларды алу үшін дұрыс жиекті және ең қысқа ұзындықты таңдау өңдеудің қаттылығын жақсартады, осылайша құралдың қызмет ету мерзімін арттырады.Жеткіліксіз жиек ұзындығы бұрғы битіне зақым келтіруі мүмкін.
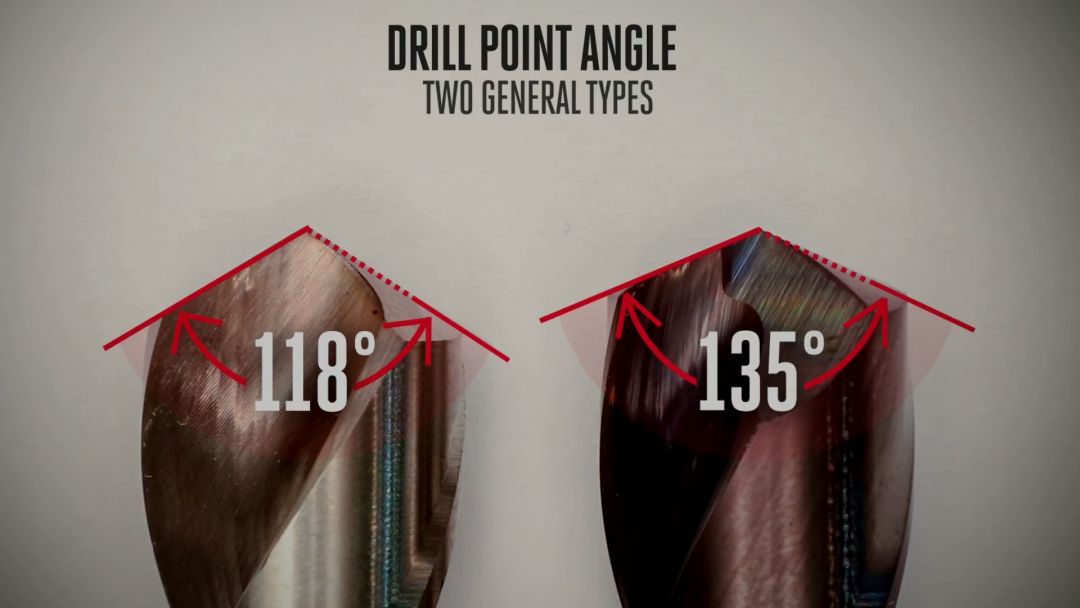
Бұрғылау ұшы бұрышы
Бұрғылау нүктесінің бұрышы 118°, мүмкін, өңдеуде ең кең таралған және жұмсақ болат пен алюминий сияқты жұмсақ металдар үшін жиі қолданылады.Бұрыштың бұл дизайны әдетте өзін-өзі орталықтандырмайды, яғни орталықтандыру тесігі сөзсіз алдымен өңделуі керек.135° бұрғылау ұшы әдетте өздігінен орталықтанады, бұл бір орталықтандыру саңылауын өңдеу қажеттілігін болдырмай, көп уақытты үнемдейді.
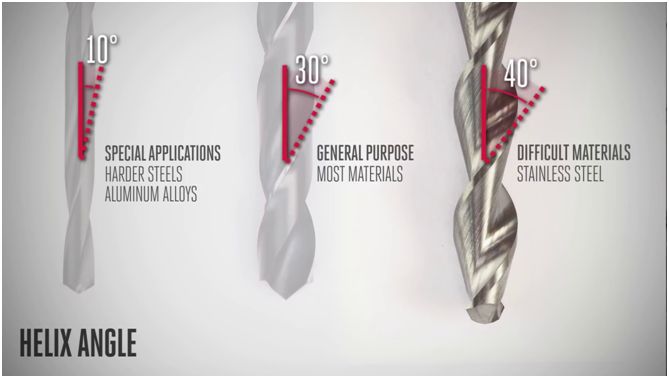
Спиральды бұрыш
30° спиральды бұрыш көптеген материалдар үшін жақсы таңдау болып табылады.Дегенмен, кесу жақсырақ жойылатын және кесу жиектері күштірек орталар үшін спиральды бұрышы кішірек бұрышты таңдауға болады.Тот баспайтын болат сияқты жұмыс істеу қиын материалдар үшін айналу моментін беру үшін үлкенірек спираль бұрышы бар дизайнды пайдалануға болады.
Жіберу уақыты: 01 қыркүйек 2022 ж